
Basa
Panelusuran Produk
Basa
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Kabar Perusahaan
DMAIC - Nggampangake perbaikan kualitas kualitas sing terus-terusan
2025-09-19Nyengkuyung kabijakan lan filsafat manajemen perusahaan "nyukupi awake dhewe, sing marem lan bisa dipercaya, lan usaha kanggo menehi produk sing luwih dhuwur - efektifitas lan kualitas sing luwih stabil. Bubar, ing bengkel machining, ana fenomena ing endi dimensi kunci utawa toleransi geometris sawetara proses utama ora stabil sawise ngolah lan gagal nyukupi syarat kontrol 6 - Sigma. Manajemen perusahaan kasebut dadi penting kanggo iki lan wis promosi bengkel kanggo nyiyapake kekuwatan tugas tugas kualitas dandan. Pasukan tugas iki kalebu pamimpin saka departemen sing relevan, para insinyur tim lan ngarep - karyawan produksi line. Kanthi nggunakake cara DMAIC 6 - dandan sigma, kampanye dandan lengkap lengkap wis diluncurake. Liwat pirang-pirang kegiatan perbaikan kayata penyelidikan latar mburi, koleksi data, ringkesan masalah, lan ngumumake analisis - istilah lan dawa - karya peningkatan kualitas wis rampung. Kagiyatan peningkatan iki bisa nambah katrampilan praktis suket - manajer oyot lan karyawan kanthi ngerti, nglamar lan promosi alat dandan 6 - sigma kanthi cara sing sejajar. Mbantu kanggo nyuda variasi lan fluktuasi karakteristik kualitas bagean, saéngga ningkatake kualitas manufaktur motor sakabèhé lan mbantu nyedhiyakake produk sing luwih apik - produk.
Proses perbaikan DMAIC kalebu limang fase: netepake, ngukur, nganalisa, nambah, lan kontrol. Limang faksine iki kanthi lengkap - proses metode dandan kualitas, lan saben phase kasusun saka sawetara langkah kerja. Ing ngisor iki minangka gambaran ringkes babagan dandan masalah sing diluncurake ing ngarep lan running rai mburi ora stabil sawise basis mesin sing didhukung:
01 Netepake
Anggota tim sing relevan saka tim sing cocog karo rapat dandan khusus lan nggunakake brainstorming kanggo netepake target dandan tim:
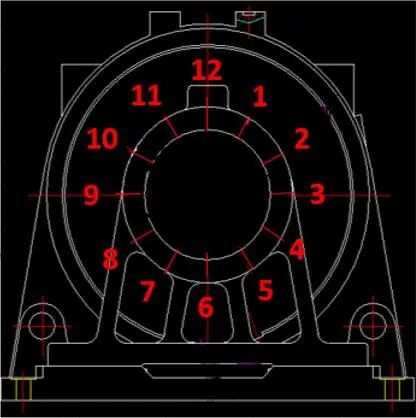
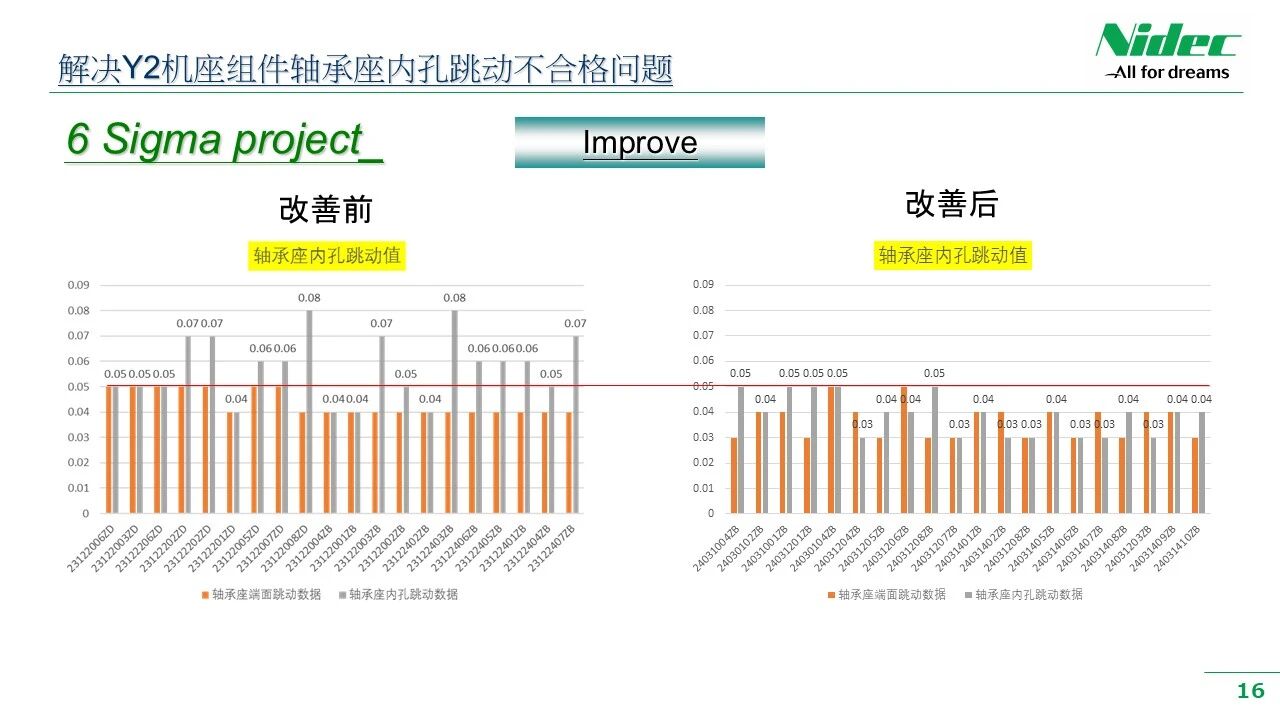
• A) Masalah: Koa isinitas sing apik - bolongan jero saka kursi bearing saka tikel kaping pindho - Majelis Dasar Mesin sing didhukung ora stabil. Sawise Majelis, bakal nyebabake runoout kamar sing nggawa kabeh pangkalan mesin kanggo ngluwihi toleransi, sing ora cocog karo syarat gambar.
• B) Gol dandan: tarif cacat kurang saka 200 ppm, lan runoout kamar sing nggawa kurang saka 0,05 mm.

02 ngukur
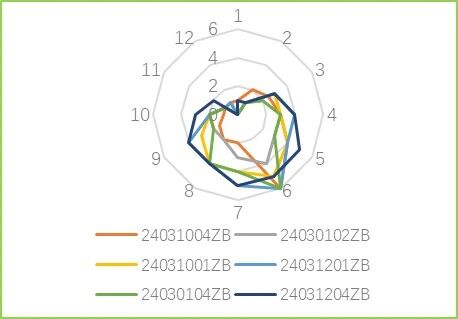
Tim perbaikan ngrancang tabel kualitas - pengaruh paramèter sing ana gandhengane karo proses mesin. Miturut tabel iki, operator proses sing cocog, kalebu proses lan proses bosok, setelan setelan kunci tombol lan langkah-langkah lan clamping lan clamping liyane. Sawise koleksi data wis rampung, bagan radar digunakake kanggo nggawe evaluasi objektif babagan efektifitas sistem pangukuran saiki.
• a. Netepake paramèter evaluasi
Nganggo sabab - lan - efek diagram iwak kanggo nggunakake sabab-sabab - faktor sing bisa disebabake ing 5m2e (manungsa, pangukuran, lingkungan, energi) lan ngumpulake data sumber kanthi bentuk dhaptar. Contone, korélasi ing antarane kekuwatan clamping lan ubah, korélasi antara mesin mesin lan nglereni setelan parameter, lan paramèter akurasi alat mesin.
• b. Nglumpukake data
Sawise konfirmasi karakteristik kualitas kunci lan variabel proses proses tombol, temokake variabel input proses utama. Engine Proses nuntun karyawan kanggo ngumpulake data.
• c. Ngevaluasi data sing diukur
Adhedhasar data sumber sing diklumpukake saka variabel proses utama, ngetung data statistik kayata tegese, varian, lan panyimpangan standar. Gambar bagan pareto, grafik kontrol X / R utawa grafik radar kanggo analisis liyane. Contone, liwat bagan radar data, kita bisa ndeleng manawa runoout bolongan jero saka kursi bahing saka Majelis Dasar mesin kasebut disebabake dening deformasi bolongan batin. Adhedhasar kesimpulan iki, kita bisa nganalisa sebab-sebab kanthi cara sing ditargetake.
03 Analisis
Tim nggunakake alat analisis kayata Pfmea (mode gagal lan analisis efek) lan diagram iwak kanggo nganakake analisis ing data sing diklumpukake lan golek sababe. Iki kalebu ngenali distribusi data, ganti tren, ngenali luwih saka, nganalisa hubungan antara variabel proses, lan nemtokake sebab akar masalah potensial. Kanthi netepake sambungan antarane masalah lan panyebab, tim kasebut bisa nggawe pangerten sing jero babagan masalah kasebut lan nggawe dhasar kanggo ngrumusake solusi sing efektif. Contone, liwat analisis grafik radar data runo saka kursi batin, kita bisa nyimpulake manawa nyebabake masalah kaku jina lan kekuwatan machining ing runOut. Miturut doe (desain eksperimen) prinsip, rencana dandan dirancang kanggo verifikasi manawa hipotesis bener, banjur ditemokake.
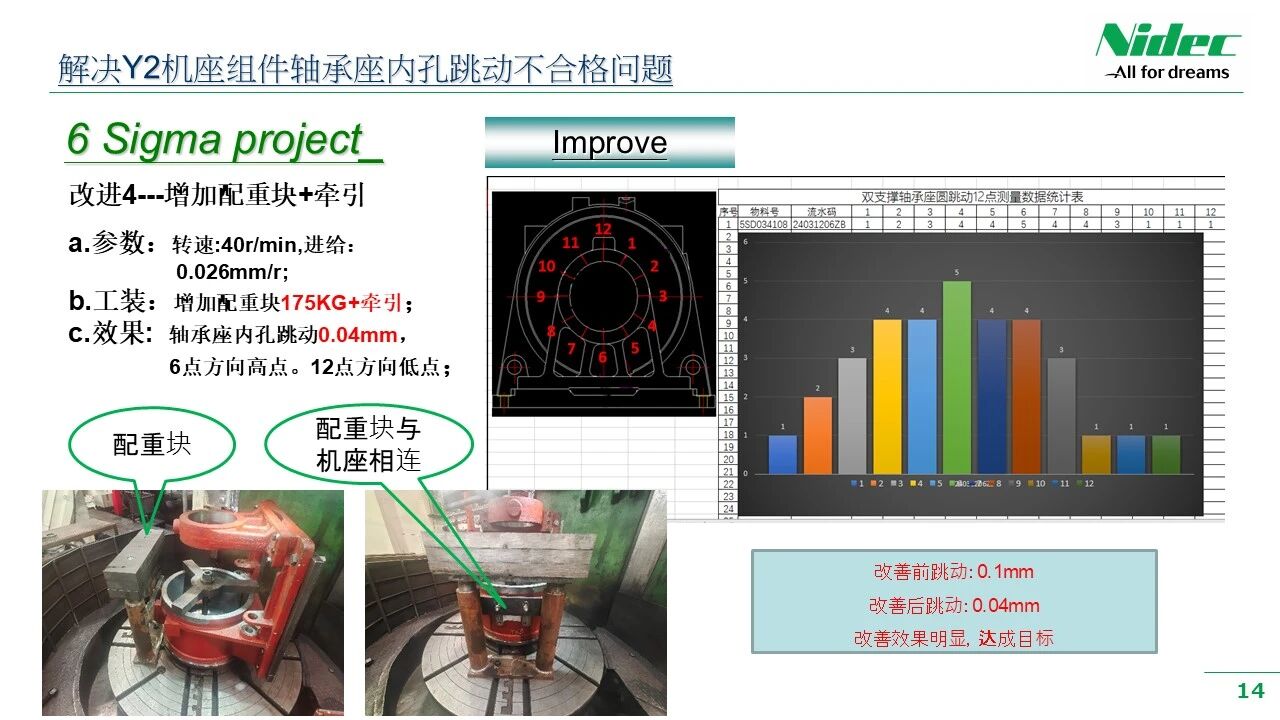
04 Ngapikake
Adhedhasar asil analisis lan verifikasi, tim ngusulake lan ngetrapake solusi sing ditargetake. Iki bisa uga ngoptimalake proses optimalisasi, upgrade teknologi, perbaikan operasi lan aspek liyane. Penting, tim kasebut kudu verifikasi efektifitas solusi kanggo mesthekake yen bisa ngasilake asil sing dikarepake ing operasi nyata. Sawise verifikasi sukses, tim kasebut bakal nganyari babagan proses proses lan cara operasi kanggo mesthekake yen solusi anyar bisa standar lan asil perbaikan bisa dipromosikan ing proses mesin. Contone, nalika ngrampungake masalah runout saka Majelis Dasar Y2 seri, damel target target tim kita adhedhasar asil analisa ing Fase. Solusi kasebut kalebu nambahake titik dhukungan ing posisi sing digantung saka kursi bantalan, nambah piring baja ing sikil pangkalan mesin kanggo nambah kaku, lan nambah kaku ing pangkalan mesin. Banjur, verifikasi pangolahan nyoba siji-siji kanggo ngonfirmasi manawa data verifikasi pangolahan ketemu target sing diarepake tim, lan pungkasane ana solusi sing efektif.
05 Kontrol
Fase kontrol minangka tautan pungkasan saka cara DMAIC lan uga minangka kunci kanggo njamin kelestarian asil perbaikan. Ing fase iki, tim kasebut bakal ngrumit lan ngetrapake rencana kontrol, kalebu proses ngawasi, nangani sing ora normal lan peningkatan terus-terusan. Kanthi ngawasi proses proses lan nyetel strategi kontrol, tim kasebut bisa mesthekake yen proses kasebut mesthi ana ing kahanan sing dikontrol lan nyegah masalah kasebut ora terus-terusan.
Liwat aplikasi spesifik saka alat peningkatan enem sigma DMAIC ing pirang-pirang tim bengkel machining, kesadaran lan kemampuan praktis kabeh karyawan kanthi terus nggunakake kualitas proses wis apik. Wis ngrangsang inovasi lan dandan kabeh karyawan ing bengkel, promosiake aplikasi sing ora normal, lan bisa nambah karyawan ing proses peningkatan ing ngarep, lan nyenengake lan nikmati asil peningkatan ing proses perbaikan.
Rekomendasi News

Rapat "Ni" | Komponen Elevator Nideco Nggawe Debut ing Pameran Lift Internasional China 2026
2026-06-20
Komponen Elevator Nidec Guangde Co., Ltd. Dibukak kanthi Agung, Ngapikake Peningkatan Pabrikan Cerdas Global kanggo Komponen Lift Inti
2026-06-20
Kesempatan Anyar ing Dalan Sutra: Njelajah Pasar Lift Kazakhstan
2026-06-20
Solusi Retrofit Mesin Ultra-Tipis Nidec
2026-03-21
Untu tunggal modular nduwurke tumpukan kanggo stator, nyetel standar anyar kanggo produksi efisien dhuwur
2026-03-02